loading...

yang perlu diketahui tentang mainspring
PENGANTAR
Pengaturan lever(lever) movement striking Amerika sedikit lebih rumit daripada yang terlihat. Pertama kali saya diminta untuk mensetting saya yakin mampu, setelah sedikit mengamati dan memperkirakan, untuk mendapatkan lever yang bekerja sama dan melakukan apa yang lever seharusnya lakukan. Selama mencoba untuk mencari tahu apa cara kerja, Namun, saya menemukan diri saya ada dalam lingkaran frustrasi dengan masing-masing pengaturan. Lever telah disesuaikan tepat atau beramsalah dengan segala konsekuensi. Latihan ini mengajarkan saya pelajaran bahwa penyesuaian lever yang tepat adalah kunci untuk keandalan movement. Tidak peduli seberapa banyak movement telah direstorasi (perbaiki), jika lever belum menerima perhatian yang layak akan ada masalah dengan operasi dan striking atau keduanya.
Berikut ini adalah presentasi dari dua pengaturan lever generik yang, mudah-mudahan, akan memungkinkan Anda untuk memahami konfigurasi lever spesifik dan unik.
Pertama
konfigurasi, paling banyak ditemukan pada movement delapan hari seperti Seth Thomas Model 89 dan lain-lain, memiliki pin stop / warning pada 4 roda (lihat gbr. 1). Hammer pin dalam konfigurasi ini berada di cam maintenance (I) atau 3 roda.
Kedua
konfigurasi dibahas kemudian dalam "Bagian 2", yang ditemukan dalam clock tiga puluh jam(hours) dan beberapa jam 8-hari, menggunakan cam maintenance (I) sebagai stop / lock dan memiliki pin warning pada kupu-kupu. Pin hammer biasanya ditemukan pada roda ke dua(J).
Tulisan ini dirancang untuk memahami kedua jenis tersebut secara dua sisi, sebab itu beberapa informasi identik dalam bagian 1 dan 2. Ini bisa membantu sebagai saran, karena itu, movement Amerika, count wheel, striking movement harus ada di tangan untuk membantu pembaca dalam mengidentifikasi lever dan hubungannya saat membaca bahan ini.
SEJARAH
lever striking Amerika memiliki akar dalam karya timepieces Inggris dan Eropa. Seperti yang sering terjadi, kemajuan dalam pertukangan arloji yang dibawa karena kebutuhan. Mereka para clockmakers yang berkelana ke Amerika pada abad kedelapan belas membawa pengetahuan yang mendalam tentang metode memperoleh proses striking handal.
Sayangnya, bahan yang tersedia bagi mereka untuk memproduksi timepieces dan striking work yang mahal, karena mereka harus diimpor. Hanya orang kaya mampu untuk memiliki striking clock di Amerika pada abad kedelapan belas dan jumlah itu sangat kecil
Banyak clockmakers berpaling ke bisnis lainnya. Oleh karena itu waktu yang relatif singkat belum Ada kebutuhan untuk menghasilkan arloji murah yang bisa membawa perubahan dalam menrancang movement.
Paten Eli Terry pada 1816 dari movement jam striking murah menunjukkan kecerdikan dan adaptasi dari clockmakers. Terry menemukan kayu keras Amerika yang tersedia, bahan murah untuk menggantikan movement kuningan. Ini memungkinkan dia untuk memproduksi secara massal timepieces yang khas umum movement American. Banyak clockmakers mengikuti jejaknya dan selama beberapa tahun kemudian memproduksi jam Amerika sudah cukup mendapat aba kenyataan telah lahir suatu industri. Lever jam striking menjadi tipis, segmen murah dari kawat baja lunak, bukan tebal,seperti potongan datar besi tempa umum untuk jam dari abad sebelumnya. Mereka ditempelkan pada kayu arbors, mudah untuk menghasilkan, dan mudah disesuaikan. Mereka bervariasi sedikit dari produsi ke produsi tapi masih mempertahankan bentuk dasar dan fungsi mereka seperti rekan-rekan di Inggris. Ini bukan untuk mengatakan unsur-unsur tertentu tidak diatur ulang. Satu Contoh adalah inovasi relokasi rilis striking pin (s) yang dipindahkan dari menit roda ke belakang poros pusat.
Penemuan gulungan kuningan pada pertengahan abad kesembilan belas memungkinkan American clockmakers untuk kembali memproduksi movement jam dari bahan kokoh. Kuningan tipis, murah, relatif keras, dan tidak perlu diimpor. Lever-lever striking lagi-lagi terbuat dari arbors baja tetapi tetap konstruksi kawat baja lunak, mudah untuk dihasilkan dan disesuaikan. Relatif sedikit perubahan terjadi dalam pembuatan, bentuk, atau fungsi lever striking Amerika selama tujuh puluh tahun ke depan dan tidak sampai tahun 1920 lever-lever tersebut sekali lagi menjadi potongan baja datar mengingatkan awal pembuatan seperti rekan-rekan mereka di Inggris. Alih-alih menjadi seperti baja cor, buatan tangan, lever ini dicetak dari lembaran baja keluar mengunakan mesin. Proses ini cukup akurat yang sangat sedikit penyesuaian yang diperlukan dari lever dan, pada kenyataannya, ini model lever itu disesuaikan hanya dengan memutar pada arbor.
Sayangnya, industri jam Amerika sekarang semuasudah tidak ada dan tidak ada jam striking Amerika yang diproduksi secara massal. Korea, China, dan Jepang yang memproduksi movement dengan kerja striking hampir identik dengan industri jam Amerika telah memproduksi pada puncaknya dan lever tersebut masih akan ditemui pada jam baru hari ini.
Bagian 1: “WARNING WHEEL pada Konfigurasi stop

Gambar 1
LEVER (GBR 1 -. 3)
Dalam rangka untuk membahas lever pertama kita harus mengidentifikasi mereka dan menjelaskan fungsi mereka.
Catatan: lever dikelompokkan berdasarkan lever yang terhubung pada arbor 1 (A,B dan C satu arbor/poros)
A - Stop Lever: Lever ini menghentikan rangkaian striking dengan memotong jalur pin stop yang terpasang pada roda stop / warning (H).
B - Maintenance Lever: Fungsi lever ini ada dua.
Pertama, lever ini mempertahankan jarak bebas yang diperlukan untuk stop lever(A) dan count lever (C) ketika Proses striking akan berlanjutkan. Hal ini memungkinkan rangkaian striking untuk menjalankan sampai kondisi stop terpenuhi. (jika jarak beba harus dipenuhi agar proses striking dapat berlanjut)
Kedua, maintenance lever(B), jatuh ke dalam celah(notch) pada cam maintenance (I), memungkinkan stop lever (A) dan count lever (C) jatuh ke posisi stop / posisi kunci.
C - Count Lever: Lever ini menghitung jumlah striking dengan menahan lever di peleg sampai jatuh ke stop notch pada roda count (K). Ketika count lever (C) jatuh pada stop notch di roda count (K), maintenance lever (B) harus jatuh ketempat celah(notch) yang lebih dalam pada cam maintenance (I), dan stop lever (A) jatuh cukup dalam untuk menangkap stop pin sehingga menghentikan proses striking. striking akan terus berlanjut selama count lever (C) berada pada di pelek luar roda count (K) dan tidak berada dalam kedudukan celah(notch).

Gambar 2: Lever rinci, arbor 1 dan arbor 2
Arbor 2 (D,E dan F satu arbor)
D - Lift Lever: Fungsi lever ini adalah untuk mengangkat stop lever (A), maintenance lever (B), dan
count lever (C) sehingga rangkaian striking terlepas dari posisi stop.
E - Warning Lever: Lever ini menangkap pin warning/stop dan sehingga menahan rangkaian striking sampai tercapai waktu yang tepat untk menjalankan striking. Proses masuk tahap warning cukup singkat mulai rangkaian striking bergerak karena stop lever(A) melepas pin warning/stop dan rangkaian striking tertahan karena warning lever(E) menahan pin warning/stop, proses ini disebut WARNING.
F - "J" Lever: lever ini, yang disebut "J" lever karena bentuknya, bisa juga disebut lever pelepas striking sesuaii fungsinya adalah untuk membebaskan rangkaian striking dari stop ke warning dan dari warning ke striking pada waktu tertentu. Itu juga merupakan sarana lever lainnya diangkat ke posisi untuk melaksanakan dimulainya aksi striking.
Beberapa "J" lever ada yang dirancang untuk memungkinkan Jarum menit berbalik berputar mundur. umumnya bentuk tersebut pada ujung lever diratakan dan melintir sedemikian rupa untuk memungkinkan pin release striking (L) untuk memaksa "J" lever (F) keluar dari jalur dan kembali keposisi awal.

Gambar 3: Hammer arbor
G - Hammer Lever: lever ini mengangkat palu (N) dan melepaskannya untuk menghasilkan pukulan atau sentakan pada batang baja, gong, atau bel.
M - Hammer detent: pin ini stop gerak mundur palu dan mempertahankan posisi Hammer lever (G) sehingga kembali ke tempat yang sama mengikuti setiap pukulan. Hal ini memungkinkan pin palu untuk terlibat palu lever (G) dalam secara konsisten dan memberikan serangan yang konsisten.
N - Hammer: ini adalah bagain hammer lever yang kontak dengan bel, gong, dll ...
L - Striking Rilis Pins: Pin ini melekat dan ikut berputar pada poros pusat/poros menit dan berhubungan "J" lever (F), pada periode tertentu akan mengangkat “J”lever(F) untuk menghasilkan porses striking pada titik tertentu ( ketika jarum menit akan menunjukkan angka 12 dan 6 ).
BEKERJA BERSAMA
Setelah memahami masing-masing fungsi lever, maka kita lanjutkan dengan memaham proses striking yang terjadi , perhatikan hubungan kerja masing-masing lever.

Gambar 4 rangkaian striking saat warning
WARNING
Pada titik antara 10 dan 3 menit sebelum waktu atau setengah jam, pin rilis striking (L) menaikkan "J" lever (F) yang pada gilirannya lift lever (D) cukup untuk terangkat dan juga mendorong count lever (C) diangkat lebih tinggi dan lebih tinggi sampai stop / warning pin lepas dari stop lever (A). Hal ini memungkinkan rangkaian striking masuk ke kondisi warning.
cam maintenance (I) berrotasi sedikit selama warning, mendorong maintenance lever (B) dari celah(notch) dan terangkat sedikit. Ini akan melepaskan lift lever (D) dari count lever (C), mengakibatkan stop lever (A) terbebas dari pin stop / warning, dan mengangkat count lever (C) hampir keluar dari kedudukan celah(notch). Pin stop/ warning ditangkap oleh warning lever (E), yang telah terangkat dengan "J" lever (F) bersamaan, dan Proses warning selesai. Hal ini diperlukan untuk konservasi daya untuk memungkinkan movement untuk mengangkat lever pada waktu yang singkat bukan dilakukan sekaligus dan untuk mendapatkan lebih akurat dan konsisten. Warning berbeda dan terpisah dari waktu pendek menjalankan rangkaian striking sesaat sebelum palu angkat.

Gambar 5: rangkaian Striking saat striking.
Awal-Strike
Poros pusat(jarum menit) terus berputar mengangkat "J" lever (F) oleh pin rilis strike (L) sampai waktu jam atau setengah jam ketika "J" lever (F) terlepas dari pin rilis strike (L) dan dengan cepat kembali ke asalnya yaitu stop position. Hal ini menyebabkan lever warning (E) melepaskan warning / stop pin dan memungkinkan rangkaian striking untuk berjalan bebas. Pada titik ini beberapa hal terjadi hampir serentak.
Roda Maintenance cam (I) berputar dan lever maintenance (B) didorong oleh celah(notch) cam (celah notch cam seperti huruf v).
Stop lever (A) terangkat untuk mendapat clearance maksimum pin stop. (stop lever satu arbor dengan maintenance lever)
sebuah palu pin pada maintenance cam (I) ( pada kasus ini pin palu berada di roda maintenance bisa juga pada roda tersendiri) mulai mendorong palu lever (G). (roda-roda rangkaian striking mulai berputar)
Count lever (C) diangkat dari celah(notch) pada roda count (K) (count lever satu arbor dengan maintenance lever).
Roda count (K) berputar di bawah lever count (C) menuju celah(notch) berikutnya pada rim.
Penting untuk dicatat bahwa ada sejumlah usaha dari rangkaian striking sebelum palu terangkat oleh pin palu. Hal ini diperlukan untuk movement untuk mendapatkan momentum yang akan diperlukan sebelum mengangkat palu.

Gambar 6: rangkaian Striking pertengahan striking.
Pertengahan-Strike
Pada waktu jam, rangkaian striking harus terus berjalan dan memberikan jumlah pukulan yang tepat sesuai waktu jam. Saat kritis yang menentukan apakah rangkaian striking berhenti atau terus, berada pada titik ketika roda cam maintenance (I) memberikan kedudukan maintenance lever (B) yang memungkinkan count lever (C) diturunkan ke celah(notch) stop pada roda count (K).
Supaya proses striking berlanjut,
count lever (C) tetap berada pada tepi roda count (K) bukannya pada celah(notch) stop, sehingga akan membuat stop lever (A) terangkat cukup untuk bebas dari stop pin. Setelah stop pin melewati stop lever (A), cam maintenance (I) mengangkat kembali maintenance lever (B) dan proses striking terus berlanjut.

Gambar 7: rangkaian striking berhenti.
Berhenti strike
Sekali lagi, titik kritis dalam proses striking adalah ketika lever maintenance (B) mencapai celah(notch) pada roda cam maintenance (I). Jika count lever (C) jatuh ke kedudukan berhenti pada celah(notch) stop, stop lever (A) akan turun cukup untuk menangkap stop pin dan proses striking akan berhenti.
MASALAH AUS (WEAR)
Kapan saja jika ada dua bagaian terpisah, masing-masing bergerak pada permukaanya, berulang kali dari waktu ke waktu, kontak satu dengan sama lain, maka akan ada abrasi dan keausan dari kedua permukaan. Ini adalah hal terutama berlaku pada lever dan pin jam Amerika. Hal ini penting untuk mengenali masalah apa yang dapat menyebabkan keausan dan bagaimana menanganinya. Pengungkit meninggalkan permasalahan yang bisa menyebabkan segudang sakit kepala karena akibat perubahan geometri dari aksi lever, menyebabkan movement untuk bekerja lebih keras untuk menyelesaikan tugasnya.
Saya percaya bahwa perbaikan lever harus menjadi bagian dari proses restorasi menyeluruh, yang termasuk polishing pivots, lubang bushing bantalan aus, mainspring bermasalah, dll ... tidak hanya cepat untuk memecahkan masalah. Memulihkan lever tidak dapat dilakukan saat mereka masih dalam movement! Pastikan untuk menghilangkan kekuataan(mainspring) dari semua rangkaian sebelum membongkar movement dan mengambil catatan khusus yang diperlukan untuk membantu dalam reassembly.

Gambar 8: Keausan pada lever stop.
Stop Lever (A) dan Stop / Warning Pin:
Stop lever (A), dengan terus-menerus berbenturan dengan stop pin, akan mengembangkan lekukan di mana stop pin datang untuk berhenti. Jika keausan ini tidak ditangani, lekukan akan menjadi mencuat / penguncian dan bisa menyebabkan gerakan untuk kadang-kadang berhenti sebelum warning jika lever diangkat.
Ujung lever stop (A) tidak bulat. Sebuah tepi bulat tidak akan menghasilkan rilis yang benar-benar bebas dari pin stop. Miring, tepi bagian dalam dari ujung lever memungkinkan rilis yang benar-benar bebas dari pin stop dan bagus, tepi ujung depan padat mengurangi kemungkinan lever ditendang keluar dari jalur oleh pin. Periksa apakah perlu digerinda di tepi ujung stop lever (A).
Stop / warning pin juga akan mengembangkan lekukan tetapi, mengejutkan, tidak separah seperti stop lever (A). umummya, semua yang perlu dilakukan dengan pin stop / warning adalah untuk meluruskannya. Keausan dapat dibiarkan a asalkan keausan tidak lebih dari 1/4 dari diameter. Juga, periksa kerusakan sebagai akibat sentuhan dari stop lever (A) topside pada pin stop akibat penyesuaian yang tidak tepat. Jika stop pin menunjukkan terlalu banyak keausan atau kerusakan, ganti.

Gambar 9: Keausan pada maintenance lever.
Maintenance Lever (B) dan maintenance Cam (I):
Maintenance tuas (B) akan menampilkan banyak keausan karena terjadi kontak yang konstan dengan cam maintenance (I). Jika keausan ini tidak ditangani proses striking bisa menjadi tidak dapat diandalkan tergantung pada apakah lever maintenance (B) keausan yang mengganggu atau tidak. Menggosok Permukaan lever harus menjadikan kondisi lingkaran lagi dan kemudian dipoles untuk membuat cerah, atau mengganti lever jika diameter asli yang tersisa kurang dari 50%. Permukaan atas cam maintenance (I), meskipun tidak menunjukkan keausan yang terlihat, juga harus baik dipoles. Ini setidaknya akan mengurangi gesekan untuk permukaan yang digosok.

gambar 10: A-keausan pada count lever, B & C- pedal yang benar , D & E- pedal yang salah
count Lever (C) dan count Wheel (K):
Pedal ujung lever count (C) akan menunjukkan berbagai tingkat keausan tergantung pada jenis gerakan. Dalam semua kasus, bagaimanapun, keausan harus dihilangkan. Sebuah kombinasi dari aksi sentakan lever dan gerak roda count (K) seperti kontak dengan lever, akan menyebabkan celah seperti dipotong oleh pisau dari bawah terhadap tepi padel. Perawatan harus diambil untuk mempertahankan bentuk yang benar dari tepi pedal. (Lihat gambar 10.) Perhatikan permukaan kasar pada tepi luar ujung pedal harus mengikuti proses pengkikiran. Roda count (K) dapat menunjukkan beberapa keausan sepanjang rim dan di celah(notch) stop tetapi ini dapat diabaikan dan lebih baik poles permukaan daripada alur. Umumnya, roda count (K) bisa ditinggalkan sebagai roda yang benar dan tidak ada gigi bengkok.
Lift Lever (D):
Umumnya tidak ada keausan yang perlu digosok pada permukaan lever ini tetapi setiap lesung pipit di lever harus ditangani. Periksa sisi bawah dari count lever (C) di mana lift lever (D) bersentuhan. Periksa keausan, bintik-bintik kasar, atau permukaan kasar dan gosok jika perlu.

Gambar 11: Keausan pada lever warning.
Warning Lever (E) dan Stop / warning Pin:
Seperti lever stop (A), lever warning (E) akan mengembangkan lekukan di mana pin stop / warning datang untuk bersentuhan. Juga akan ada keausan yang terlihat karena slide pin bawah lever. Jika tidak ditangani, hasil akan sama seperti di stop lever (A) dan bisa menhentikan proses warning. Sebuah bintik bulat akan menjadi masalah juga. Jika pin warning yang mendarat di ujung bulat lever warning (E), lever dan pin bisa mengunci dan gagal gerak. Perlakukan pin sama dengan pin stop dengan meluruskan atau mengganti jika rusak.

Gambar 12: Keausan pada pin palu lever dan palu.
J "Lever (F) dan Strike Rilis Pins (L):
Umumnya hanya sedikit keausan terlihat di daerah ini. Namun, seperti stop lever (A) dan lever warning (E) setiap keausan pada "J" lever (F) pada permukkan bisa menjadi masalah. Poles semua lesung apapun, mencari tips bulat, dan permukaan kasar. Pada "J" lever dengan fitur Pengatur kembali, cari alur pada muka dari dayung yang disebabkan oleh pengulang fitur Pengatur kembali. Poles hilangkan keausan tapi dalam kasus ekstrim jika pemolesan terlalu dalam dapat melemahkan lever dan harus diganti. Pin rilis mungkin menunjukkan keausan mirip dengan stop / warning pin dan umumnya dapat dibiarkan apa. Poles keausan dari pin rilis dapat menyebabkan terjadi strike antara waktu jam dan halfhour menjadi berbeda. Jika masalah ini hadir, lihat Adjustments and Clearances:Strike Release Points: Strike Release Pins (L).
Hammer Lever (G) dan Hammer Pins:
Hammer lever (G) akan mengembangkan lekukan dan keausan karena gesekan dari pin palu sepanjang permukaannya. Keausan harus dipoles dan diperiksa ujung lever untuk kebulatan dan kekasaran yang tidak tepat. Pin palu akan sering menunjukkan keausan signifikan. Ini umumnya tidak masalah walaupun pin yang dipakai merata di seluruhnya dan tidak akan mempengaruhi irama striking. Periksa pin bengkok dan meluruskan. Jika keausan cukup signifikan untuk menjamin gantilah (lebih 50% dari diameter) semua pin harus diganti untuk memastikan mempertahankan ritme yang tepat.
Hammer detent (M) dan Hammer (N):
Sangat sedikit keausan akan ditemukan pada detent palu(M) karena memiliki kecenderungan untuk membengkok daripada keausan dan selain beberapa penyesuaian (Dibahas nanti) dapat dibiarkan apa. Palu (N) (ujung palu menggunakan kulit) harus diperiksa ada yang hilang atau kering, Pengelupasan kulit seperti kulit yang telah dipukuli pada kepala palu (N). Kondisi ini akan menyebabkan suara nyaring, seperti logam berbenturan dengan logam. Ganti kulit jika perlu. Bor, lebih kecil dari lubang di palu (N) dan pelintir dengan tangan, pekerja untuk "menggali" keluar kulit tua. Palu yang padat, atau yang tidak kulit, mungkin menunjukkan keausan dalam bentuk yang datar akibat pukulan berulang tetapi dapat dibiarkan apa adanya.
Arbor Pivots dan Pivot Holes:
Lever pivot arbor dapat dibiarkan sebagai kondisi yang tersedia mereka tidak menunjukkan kekasaran atau kerusakan lain yang dapat menyebabkan mereka untuk tetap di pivot hole. Hal ini tidak perlu penggosakan karena mereka tidak di bawah tekanan dan tidak memutar lebih dari beberapa derajat. Pivot Holes umumnya tidak akan menunjukkan keausan dan bisa menjadi sedikit longgar. Pivot Holes pada Palu arbor dapat lembab jika terlalu longgar karena ini akan menyebabkan kebisingan yang tidak semestinya dan tempo yang tidak teratur dalam striking.
Metode Menghilangkan Keausan/ Wear:
Salah satu cara tercepat dan metode termudah menghilangkan lesung, penyok, dan goresan dari permukaan lever adalah untuk membawa mereka ke polisher. White rouge dan a felt buff (bahan pemoles) akan meninggalkan permukaan lever bulat dan mengkilap. Sebuah felt buff bisa menyenbabkan lever menjadi sesuatu yang sama sekali tidak berguna! , Lebih aman, metode lain adalah untuk kikir bulat menghilangkan keausan pada lever. Tempatkan lever, bagian aus di sisi atas, catok/ragum kecil dan putar lever saat Anda mengkikir. Lanjuti dengan bahan pemoles yang lebih halus seperti amplas atau stick buff sampai permukaan bagus dan mengkilap atau menyelesaikan di buffer / polisher. Metode ini membutuhkan sedikit lebih banyak latihan dan sulit untuk mempertahankan kebulatan lever tersebut. Kikir bulat umumnya akan diperlukan dalam menghilangkan keausan pada maintenance lever (B) dimana alur biasanya dalam. Beberapa bentuk rata bisa ok di sini seperti yang akan dihasilkan pada permukaan pekerjaan yang lebih besar akibat keausan yang lama. Pastikan untuk menghilangkan semua senyawa residu polishing dari lever sebelum menginstal kembali dalam movement.
Lever Return Springs:
Kebanyakan lever memerlukan pegas/spring untuk kembali hal ini dapat menjamin kehandalan danfungsi yang tepat. pegas harus menjaga lever di posisi yang tepat saat gerakan ini balik kembali tetapi tidak begitu ketat atau kuat untuk menyebabkan tekanan yang tidak semestinya pada rangkaian striking. pegas harus ringan kawat kuningan (28 - 30 gauge) di semua kecuali palu lever (G) yang membutuhkan kawat pegas kuningan lebih besar (22-24 gauge) untuk memberikan pukulan palu yang keras. Pegas/spring harus dari kuningan bukannya baja dan menggulung sedemikian rupa ketika ujungnya ditarik, lever akan dipaksa balik sebagai lawan arah lift. Salah satu ujung kawat harus digulung sekitar pangkal salah satu lever dan terus sekitar arbor lever beberapap putaran.Ujung lainnya harus diikat pada posting pilar, atau pos khusus dirancang untuk tujuan tersebut. Tidak penting ever di arbor bagian mana yang digunakan, apakah kawat adalah digulung depan ke belakang atau belakang ke depan, atau posting / piring mana ujung diikat. Hal sangat penting bahwa pegas bekerja dalam arah yang benar, tidak mengganggu dengan cara kerja gerakan yang lain, dan tidak begitu ketat mengikat pada arbor lever saat terangkat. Tes terbaik adalah pegang lever di posisi diam ketika ada gerakan up-side-down. Pegas rapuh harus diganti sebelum movement dipasang kembali. Springs dapat juga diikat di tempat setelah movement dipasang kembali tetapi lebih banyak kesulitan.
MEMPERBAIKI KERUSAKAN PARAH
Mengganti Lever:
Lever yang telah rusak atau terlalu pendek untuk disesuaikan harus diganti. diameter adalah 0.60 "- 0.65" dalam banyak kasus. lever dipasang ke arbor melalui lubang dan kemudian ujung lever dipin untuk mengencangkan lever di tempat. Gunakan, punch kecil datar untuk mendorong lever lama keluar dari lubang di arbor. Gunakan lever tua sebagai pola untuk ukuran dan membentuk lever baru. Pilih baja yang lembut sehingga akan menekuk tanpa retak, dan diameter sama dengan lever tua.
Baja canai dingin sangat ideal untuk tujuan ini. Pastikan lever baru cukup panjang untuk membentuk lever baru. Bagian tersulit dari mengganti lever adalah menempelkan erat ke arbor. Kikir sedikit ujung lever lancip sehingga dapat cocok pas ke dalam lubang di arbor dan sedikit menonjol keluar dari sisi lain. Tahan lever erat di catok, jepit hanya di bawah arbor dengan menunjukkan lever sedikit di atas catok. Peen ujung lever periksa sampai lever benar posisinya dan ketat. Metode alternatif adalah gunakan mesin press pada lever sebagai pengganti pemakaian taper. Hal ini memberikan arbor dapat beristirahat daripada menggunakan peening. metode lain seperti knurling atau flatten ujung lever bisa dilakukan asalkan lever aman di arbor. Setelah lever dimasukkan ke arbor erat itu maka dapat dibentuk dan sesuaikan seperti aslinya.
Solder Lever:
Saya tidak mempromosikan lever solder, bagaimanapun, itu adalah sesuatu yang dapat dibenar untuk dilakukan tanpa merusak lever atau merusak penampilan. Jangan gunakan solder untuk mengencangkan lever, namun. pengetatan lever harus dilakukan oleh metode yang dijelaskan dalam Menggantikan Lever atas. Solder hanya harus dilakukan pada istirahat dan hanya jika istirahat tidak dalam wilayah kerja. hard silver bearing solder (5% Ag) yang akanbertahan terus di bawah tekanan. Hapus kelebihan solder dengan kikir bulat sampai isisanya menjadi tak terlihat. Pastikan untuk membersihkan fluks off dari lever. Solder, bahkan solder perak, tidak akan bertahan di daerah yang rentan untuk digunakan jadi jika kerusakan pada daerah kerja, lever harus diganti.
Lever Hilang:
Ketika berhadapan dengan mengganti lever hilang ,perlu untuk memahami fungsi lever apa yang hilang. Sepenuhnya pahami dengan baik bentuk lever secara jelas. Kebanyakan lever sedikit membengkok, diameter harus konsisten, dan bentuk untuk memberikan daya ungkit terbaik untuk memudahkan gerakan. Gunakan lever yang ada sebagai panduan untuk ukuran dan bentuk informasi sebagai panduan. Berharap untuk memiliki cocok dan usahakan untuk mendapatkan penggantian terbaik.
MOVEMENT ASSEMBLY (MEMASANG KEMBALI)
Supaya lever bekerja dengan benar dalam hal memasang kembali rangkaian striking pada movement harus diperhatikan hubungan yang tepat untuk lever. Pengaturan pada roda walaupun hanya satu gigi yang tidak sesuai akan menyebabkan gangguan yang tidak perlu dari lever. Langkah-langkah berikut akan membantu dalam keselarasan roda gigi yang tepat untuk lever.
1. Pasang posisi waktu dan rangkaian striking.
2. Pasang lever ke posisi yang tepat.
3. Atur roda ke tiga / maintenance cam (I) dengan posisi lever maintenance (B) terletak di tengah celah(notch) dan count lever (C) beristirahat pada sisi roda count (K) posisi berhenti.
4. Atur roda stop / warning (H) sehingga stop pin bertemu pada sisi yang tepat dari stop lever (A).
5. Pastikan hubungan sebelumnya tidak berubah.
6. Pasang plat bersamaan.
7. Pasang spring lever kembali ke pos mereka dan periksa ketegangan yang tepat dan jarak bebas. Spring harus memiliki cukup tegangan untuk menjaga lever di posisi ketika gerakan ini muncul. Terlalu besar tegangan maka gerakan gagal. Pastikan "ekor" dari spring tidak mengganggu operasi rangkaian roda lainnya .
Setelah movement kembali terpasang periksa hubungan berikut:
Stop Lever (A) pada Stop Pin
Pastikan rangkaian striking tidak, atau hendak masuk ke warning dengan memutar striking release pin (L) jauh dari "J" lever (F). Periksa lokasi pin stop harus cukup dekat dengan stop lever (A). putar stop roda (H) sampai stop pin datang terhenti melawan stop lever (A). Anda mungkin harus menarik count lever (C) ke sisi count roda (K), dalam rangka untuk mensimulasikan stop notch/celah (pada roda count) dan mendapatkan stop lever (A) bertemu dengan stop pin.
Maintenance Lever (B) untuk maintenance Cam (I)
Tanpa mengganggu rangkaian striking dari posisi sebelumnya, periksa maintenance lever (B) dan amati apakah berada di tengah-tengah celah(notch) cam maintenance (I). Di sinilah perakitan yang tepat terbayar! Jika lever tidak dekat ke tengah maka stop / warning roda (H) akan perlu diatur ulang. Longgarkan plat sedikit bagian atas dan renggangkan plat dengan tekanan jari sampai poros roda stopi / warning (H) bebas. Ini akan memungkinkan Anda untuk melepaskan pinion roda stopi / warning (H) dari roda / maintenance cam (I) dan memutar secara mandiri. Putar stop / warning roda (H) ke arah yang tepat untuk mendapatkan lever maintenance (B) di tengah celah/notch dari cam maintenance (I) atau gerakkan cam maintenance (I) dengan tetap menjaga posisi stop pin pada stop lever (A). Rakit kembali plat. Dengan sedikit latihan ini akan menjadi lebih mudah.
ADJUSTMENT
Minyaki lobang-lobang pivot dan berikan tenaga sedikit,
Movement kondisi stop
Putar roda menit pastikan tidak dalam posisi warning.

Gambar 13: sikap yang benar dari tuas: radial A- dan di tengah-tengah celah/notch berhenti; B
& C- persegi di semua arah.

Gambar 14: sikap salah count lever: A- Tidak radial maupun di tengah-tengah celah/notch stop
B & C tidak persegi di semua arah.
Kontrol gerakan rangkaian striking dengan menempelkan jari pada roda kupu-kupu. Perlahan biarkan rangkaian striking bergerak sampai count lever(C) jatuh ke celah/notch stop dan stop pin bersandar pada stop lever (A).
Count Lever (C):
Count tuas (C) adalah lever yang paling mungkin untuk dilakukan adjustmen karena menjorok di luar dari lindungan piring dan mudah membengkok ketika menangani movement. Dalam beberapa kasus ekstrim count lever (C) mungkin perlu disesuaikan keatas atau kebawah untuk memungkinkan stopi pin untuk berhenti di stop lever (A).
Menyesuaikan count lever (C) ke atas atau ke bawah akan mengubah posisi kedua lever maintenance (B) dan stop lever (A). Penting untuk memahami posisi ideal mereka untuk mengetahui apakah cukup satu penyesuaian lever count (C) akan memecahkan masalah apa yang tampaknya ada dua lever lainnya keluar dari pengaturan.
Bentuk kembali ujung lever count (C) sampai tindakan ini membawa lever di tengah-tengah stop celah/notch di roda count (K). Anda mungkin harus memperpanjang atau memperpendek lengan lever gunakan, tang round-nosed dan bengkokkan. Untuk membuat lengan panjang, gunakan bagian datar tang dan tekan/press. Untuk membuat pendek gunakan bagian sempit tang dan putar. Ini akan memungkinkan Anda untuk mendapatkan celah/notch yang berbeda pada sudut yang lebih optimal.
count lever (C) juga harus pada sisi yang benar. Pedal harus berhenti di tengah dudukan celah/notch, berbentuk persegi di semua arah, dan menghadap radius roda count (K). (Lihat gambar 13 dan
14.)

Gambar 15: sikap yang benar maintenance lever. Persegi di segala arah dan terpusat di
Celah/notch.

Gambar 16: Sikap Salah maintenance lever. Tidak persegi di semua arah dan tidak
berpusat di celah/notch.
Maintenance Lever (B):
Sekali lagi, dengan rangkaian striking di posisi berhenti, periksa lokasi lever maintenance (B). Itu harus di tengah-tengah celah/notch di maintenance cam (I). Sebuah tweaking sedikit untuk mendapatkan posisi di tengah dapat diterima asalkan tidak berlebih dan lever tidak memutar dari sudut. Maintenance lever (B), ketika berhenti, tidak harus menyentuh bagian bawah celah/notch. Jika tidak, sesuaikan sedikit sehingga jauh tapi menyadari bahwa kondisi ini mungkin disebabkan oleh count lever (C) yang disesuaikan terlalu tinggi.

Gambar 17: A- Benar, keselarasan radial dari stop lever. B- Salah. Hal ini akan menyebabkan lever harus didorong keluar dari jalur saat striking . C- salah. Hal ini akan menyebabkanstop lever untuk mengikat mengakibatkan gerakan terhenti.
stop Lever (A):
Stop pin harus mengunci pada stop lever (A). lever tidak harus terputar atau begitu dekat dengan stop / warnig roda (H) bahwa hal itu bisa bergesekan. stop pin harus terhubungi pada setengah dari jarak pin terdekat roda untuk menghindari pin membengkok atau rusak dari waktu ke waktu. muka kerja lever harus radial terhadap pivot roda stop / warnig (H). Jika tidak radial, roda stop / warnig (H) harus berputar mundur atau balik supaya lever menjadi bebas. Ini membutuhkan lebih banyak kekuatan dan akan menyeret atau kios waktu rangkaian striking. Jika dalam radial, stop pin akan memberikan gaya angkat pada lever dan bisa memaksa lever keluar dari jalan menghasilkan run-on. (Lihat gambar 17)

Gambar 18: pandangan dari lift lever stop tepat di bawah dan tidak menyentuh lever count.
Lift Lever (D):
Lift lever (D) harus di bawah lever count (C) dan tidak menyentuh. Tekuk jika menyentuh. Mengatur lift lever (D) akan dijelaskan kemudian.
Movement kondisi warning
Putar poros tengah melalui tangan menit sampai lever mulai bangkit dan lihat untuk proses warning. Ini harus terjadi 10 menit sampai 3 menit sebelum jam.

Gambar 19:
rangkaian striking pada warning. Lift lever kontak dengan count dan mengangkatnya cukup untuk melepaskan pin stop / warnig. Dan stop / warnig pin telah ditangkap oleh lever warning, maintenance lever bergantung di atas cam maintenance, dan palu lever terangkat oleh pin palu.
Warning Lever (E):
Lihat aksi roda stop / warning (H) (stop/warning pin) dengan lever warning (E), roda berputar demikian juga stop / warnig pin ketika jarum menit diputar pada awal warning sampai sebelum mulai striking. Pin stop / warning harus mendarat di warning lever (E) oleh sekitar 3 diameter pin pada lever. Jika penyesuaian dibuat, pastikan untuk memeriksa bahwa pin bebas dari lever warning (E) saat striking. Jika lever warning (E) tidak radial ke arah roda stop / warning (H) akan terjadi roda berputar balik saat lever warning (E) diangkat. roda akan dipaksa berputar melawan arah rotasi (disebut recoil) oleh lever warning (E) dan bisa menyebabkan keterlamabatan waktu rangkaian striking. Ini adalah masalah umum dan meskipun tidak selalu bisa diperbaiki tapi masalah ini harus diminimalkan. Idealnya, lever warning (E) harus disesuaikan sehingga beroperasi pada perpotongan busur pusat roda stop / warning (H) dengan stop lever (A). Tidak semua konfigurasi movement akan mengakomodasi penyesuaian ini, bagaimanapun, jadi cobalah untuk mengurangi recoil sedikit mungkin.

Gambar 20: A- "J" lever dan release pins(L) pada posisi warning. B- "J" lever dengan set fitur-kembali pada posisi stop. C- pandang atas dari "J" lever dengan set fitur-kembali menunjukkan sifat miring lever. Hal ini memungkinkan release pins(L) untuk mendorong lever keluar dari jalur ketika poros pusat diputar berlawanan.
"J" Lever (F):
Periksa posisi "J" lever (F). Itu harus benar pada striking release pin (L) dan tidak pernah memiliki kesempatan untuk lewat di depan atau di belakang pin. Atur Sesuai kebutuhan. Jika gerakan memiliki set fitur-kembali pada "J" lever (F) (Lihat gambar 20: B & C), buat perhatian khusus pada putar akhir arbor dan poros pusat(menit). Dorong arbor "J" lever terhadap pelat belakang dan tarik poros pusat terhadap pelat depan dan recheck ) hubungan "J" lever (F) / release pin (L). harus benar pada "J" lever(F) dan tidak pernah terlewat. Sekarang, balikkan posisi putar akhir dan periksa akhir set kembali. pin harus memukul pada bevel, atau memutar lever, mendorong keluar dari jalan dan tidak mengunci lever. Lakukan penyesuaikan seperlunya.
Lift Lever (D):
Jika warning terjadi terlalu dini atau terlalu terlambat, Sesuaian lift lever (D) ke atas atau bawah untuk mengkompensasi. Sebuah lift lever (D) yang terlalu rendah akan menyebabkan rangkaian striking bekerja dari posisi warning terlalu dekat dengan jam. Sebuah lift lever (D) yang terlalu tinggi akan menyebabkan rangkaian striking bekerja pada posisi warning terlalu dini. Dalam kasus yang sangat rendah, lift lever (D) tidak akan menaikkan lever lainnya cukup tinggi untuk melepaskan pin stop / warning menyebabkan kegagalan untuk striking. dalam sebuah Kasus yang sangat ekstrim, lift lever (D) menyebabkan count lever (C) terjebak terhadap post pilar atau lain lever menghasilkan gerakan terhenti. Seperti dengan lever lain,beberapa fungsi harus seimbang untuk penyesuaian yang tepat. Lift lever (D) harus mengangkat count lever (C) cukup untuk stop pin bebas dari stop lever (A) dengan jarak bebas 0.010 "- 0,015". Mengangkatnya selanjutnya tidak diperlukan, tetapi mungkin diperlukan untuk menjaga warning antara 10 dan 3 menit sebelum jam.
Maintenance Lever (B):
Saat warning, lever maintenance (B) harus beristirahat (Bahkan jika hanya sedikit) di lereng atas di luar kedudukan dari cam maintenance (I). Jika tidak, kembali ke “Movement kondisi stop" dan lakukan penyesuaian.
Movement kondisi striking
Putar jarum menit dan pegang roda kupu-kupu setelah the stop/warning pin bebas dan “J” lever (F) terbebas dan turun kembali

Gambar 21: pandang dari dekat posis pin stop / warning dengan tuas warning
selama proses striking.
Warning Lever (E):
Kontrol rotasi roda stop / warning (H) sampai stop / warning pin mencapai paling dekat ke lever warning (E). Ujung lever harus dekat dengan pin tetapi tidak bersentuhan. Aturlah lever sehingga dekat pin tetapi tidak menyentuh. Sebuah jarak yang nyaman setidaknya0. 010 "dari pin. Pastikan lever tidak dipelintir sehingga mungkin menyebabkan kontak dengan roda. stop / warning pin harus tidak menyentuh lever warning (E) setiap saat bila tidak pada posisi warning.
Berikutnya, memungkinkan rangkaian berjalan cukup baik dimana lever maintenance (B), naik dari
maintenance cam (I), mengakibatkan count lever (C) naik secara maksimal.

Gambar 22: Pandangan dari lever count pada titik angkat tertinggi selama striking.
Count Lever (C):
Count lever (C) harus bebas dari celah/notch count roda dengan Margin aman (setidaknya 0.020 "). Jika count lever (C) sedang terangkat terlalu tinggi, maka gerak menjadi sia sia dan hanya menambah keausan lever maintenance (B). Jika terlalu rendah berisiko tidak terbebaskan dari celah/notch menyebabkan kemacetan dari rangkaian striking. Dalam kedua kasus, penyesuaian pada maintenance lever (B) untuk memberikan count lever (C) clearance yang benar.
Hammer Lever (G):
Amati jumlah perjalanan dari kepala hammer (N) saat striking rangkaian berjalan. Kepala harus mengangkat 1 to 1 ½ lebar kepala hammer dari posisi diam sampai pin hammer menjatuhkan hammer lever (G). Jika perjalanan dari kepala hammer (N) adalah kurang dari lebar satu hammer kepala, Sesuaikan hammer detent (M) untuk mengkompensasi.
Penyesuaian ini harus seimbang dengan kebutuhan untuk menghindari hammer terangkat selama WARNING. Menjaga hammer lever (G) di tengah-tengah tepat dari ruang antara hammer pin tidak mungkin, tetapi ini yang lebih penting daripada jumlah hammer terangkat karena "Hammer naik". Sebuah hammer yang diangkat dalam warning dapat menyebabkan proses striking tertahan karena menguras daya dan tidak cukup momentum. Perhatikan di mana hammer lever (G) kontak dengan pin hammer. Sesuaikan lever sehingga kontak berada di tengah pin dan tidak mendatangi sendiri ke dalam kontak pada roda. Juga, pastikan pin menghubungi lever dengan jarak aman dari ujung lever. Terlalu dekat ke ujung hammer pin mengakibatkan kemacetan.

Gambar 23: View dari count lever selama strike terhenti pada pelek dari count wheel
Tidak berhenti pada stop celah/notch
rangkaian striking akan terus terjaga selama count lever (C) datang untuk beristirahat di tepi count wheel (K) dan tidak berada dalam kedudukan stop celah/notch .

Gambar 24: Tampilan dari pin stop dan stop lever pada posis terdekat elama aksi striking.
Stop Lever (A):
Perhatikan hubungan stop pin saat lewat di bawah dengan stop lever (A). Stop pin harus berafa jarak aman dari ujung stop lever (A) dengan ukuran jarak paling sederhana (sekitar 0,010 "). Jika tidak aman, atau terlalu banyak jarak, Atur stop lever (A) untuk jarak aman yang tepat. Ini harus memberikan ukuranan yang maksimum pada muka lever untuk stop / warning pin saat berhenti berhadapan. Jika tidak, maka korbankan beberapa jarak aman untuk memastikan bahwa stop pin terkunci dengan aman ke stop lever (A).
Biarkan rangkaian striking untuk melanjutkan striking dan perhatikan kondisi berhenti. Saat berhenti,
count lever (C) harus tepat dalam kedudukan stop pada celah/notch roda count (K).
Maintenance lever (B) harus di pusat cam maintenance (I) (tidak menyentuh bagian bawah).
Stop pin harus beristirahat kokoh di stop lever (A).
Hammer lever (G) harus di antara, dan tidak menyentuh, pin hammer.
Striking Rilis Poin
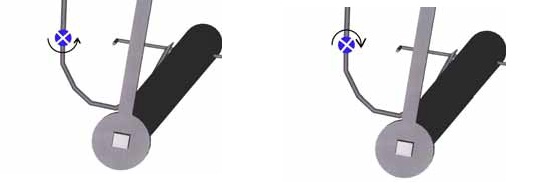
Gambar 25: Titik biru menunjukkan titik penyesuaian yang tepat pada "J" lever untuk mengubah titik rilis striking. A- Bending dalam arah panah akan menyebabkan titik striking menjadi mundur. B- Bending arah ini akan menyebabkan titik striking menjadi memajukan.
"J" Lever (F):
Tahan dengan jari roda kupu-kupu, putar jarum menit sampai "J" lever (F) dilepaskan. Perhatikan di mana jarum menit dalam kaitannya dengan titik rilis. Jika striking rilis terjadi sebelum jam, tekuk "J" lever (F) seperti yang ditunjukkan pada gambar 25-A. Jika striking rilis terjadi setelah, menekuk "J" lever (F) seperti yang ditunjukkan pada gambar 25-B. Sayangnya, ini adalah proses kena atau gagal, proses melelahkan karena sering membutuhkan ketepatan dial sebagai referensi.
Anda bisa mendekatkan dengan menggunakan lubang pivot yang langsung di atas poros tengah (menit) sebagai referensi atau pengatur cepat / lambat (catatan pribadi belum memahami adjuster yang dimaksud) jika berpusat pada bagian atas movement. Menyadari bahwa setiap penyesuaian "J" lever (F) juga bisa mengubah penyesuaian lift lever (D) maka perlu penyesuaian ulang lever itu.
Striking Rilis Pins (L):
Lanjutkan putar jarum menit sampai setengah jam. Jika titik rilis terlalu awal atau terlalu akhir di setengah jam tapi benar/tepat pada jam, maka halfhour yang rilis striking pin (L) harus disesuaikan (bukan "J" lever (F)). Bengkokkan searah jarum jam atau berlawanan arah jarum jam sesuai kebutuhan sehingga poin striking tercapai. Jika dilihat pada poros pusat dari depan maka bengkokan rilis striking pin (L) dalam arah berlawanan arah jarum jam akan menyebabkan titik rilis striking terjadi melambat.
Sangat mudah untuk mendapatkan membengkok dalam bentuk lingkaran dan menyebabkan frustrasi membengkok kawat baja. Hati-hati untuk tidak melanggar lever laionnya atau frustrasi Anda akan terus bertambah.
Hal ini penting untuk dilakukan:
1. Pasang movement dengan benar.
2. Sesuaikan saat posisi stop dan cek jarak bebas.
3. Sesuaikan saat posisi warning dan cek jarak bebas.
4. Sesuaikan saat posisi striking dan cek jarak bebas.
5. Sesuaikan striking rilis poin dan cek jarak bebas.
6. Cepat ulang dari # 's 1-5 untuk memastikan tidak ada yang tertinggal dari penyesuaian.
Peminyakan

Gambar 26: Meminyaki diagram 1. titik Red menunjuk di mana minyak dalam jumlah kecil harus diterapkan pada permukaan lever. Catatan: pivots arbor hammer adalah satu-satunya pivot lever
yang menerima minyak. Titik hijau pada detent hammer menunjukkan di mana setetes grease harus diterapkan.

Gambar 27: Meminyaki diagram 2. titik Red menunjuk di mana minyak dalam jumlah kecil harus diterapkan pada permukaan lever.
Pivot poin dari lever hammer (G) adalah satu-satunya pivot lever yang menerima minyak. Jika pivot lever lain diminyaki mereka akan menjadi lengket dari waktu ke waktu dan menjadi tidak dapat diandalkan.
Permukaan kerja lever semua harus diminyaki tapi dengan sesedikit mungkin. (Lihat meminyaki diagram.) Hammer detent (M) harus memiliki setetes grease diterapkan di mana terjadi kontak dengan movement untuk membantu meredam kebisingan dan tindakan dari recoil hammer ini.
ALAT BERGUNA
Sekarang harus jelas bahwa Anda tidak akan dapat menghindari tweaking lever sedikitpun untuk mendapatkan mereka dalam posisi yang tepat. Sebuah alat yang berguna untuk mencapai hal ini adalah wire bender. Anda dapat membuat dari aluminium gutter (saringan berbetuk parit) dan gagang sepotong sapu tua (atau gagang kikir). Potong 3-4 inci dari ujung gagang sapu. paku ke dalam ujung pegangan 1-2 inci. Potong kepala paku dan slot ujung (0.070 "- 0.080 ") untuk kenyamanan pada lever. Ratakan tepi slot sehingga mereka tidak merusak lever. Alat ini akan memungkinkan Anda untuk mencapai dalam movement yang dirakit sehingga dapat dilakukan penyesuaian untuk mencapai lever yang sulit
PENYESUAIAN FINAL
Setelah movement terpasang kembali pada tempatnya ada satu penyesuaian akhir yang akan perlu
dilakukan. Lengan hammer perlu dibentuk sehingga pemukul hammer (N) persegi dan tidak akan mengenai gong, lonceng, atau batang. Ini harus memberikan pukulan yang solid dan tanpa rehitting sampai ditarik kembali untuk pukulan berikutnya. Hammer (N) dan lengan hammer harus bebas untuk melakukan perjalanan pada proses striking tanpa mengganggu pendulum, kotak jam, movement, alarm, dll ... Bentuk lengan hammer sampai kondisi ini tercapai.
The Levers of American Striking
Movements
David J. LaBounty


crutch